
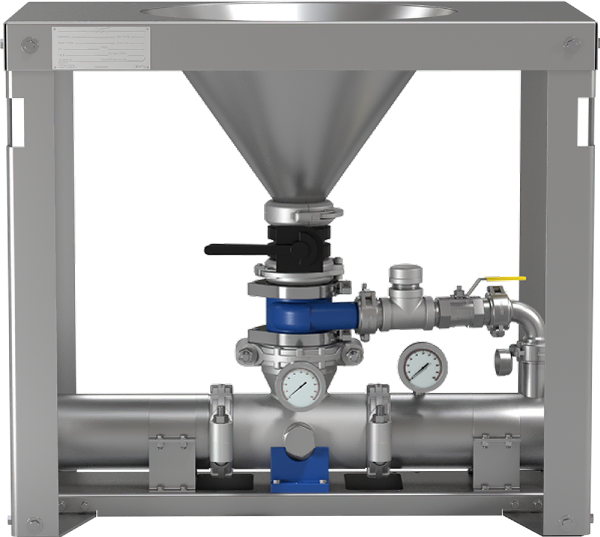
Dust Recovery System
The Vortex Dust Recovery System (DRS) uses passive product recovery to provide a safe and adaptable method of radically reducing the amount of dust emitted into the nearby environment during the transport and mixing of bulk materials.
Not only does this reduce environmental contaminants and hazards, but it also increases the quality and integrity of the mixing product.
The DRS helps enhance the safety of personnel and the plant by passively recovering bulk product that would otherwise be vented to the atmosphere during conveying. It has no moving parts, filters or motors, requiring little or no maintenance.
Reliable, Simple Design

No Moving Parts
Low maintenance
No filters or motors
Highly Customizable
Recovers product

Eliminates additive loss

Transfers recovered product to storage

Safe, Rapid Performance
Products
Discover More Vortex Products
Explore a range of best-in-class Vortex Ventures products that turn your solvents into solutions.
-
 Learn More about Lobestar® Shear-Mixers
Learn More about Lobestar® Shear-MixersLobestar® Shear-Mixers
Venturi-based mixers that deliver fast, homogeneous slurries — from drilling mud and construction materials to sucrose, citric acid, and other industrial powders — all with no moving parts.
-
 Learn More about Vortex MixMate®
Learn More about Vortex MixMate®Vortex MixMate®
Safe, controlled mixing of hazardous chemicals such as caustic soda for oilfield operations—improves HSE and consistency.
-
 Learn More about Radial Eductor ®
Learn More about Radial Eductor ®Radial Eductor ®
Tank eductors that keep drilling mud suspended and efficiently dissolve powders like sucrose and salt brine—no moving parts.
Reach Out
Contact a Vortex Ventures expert to place orders and find the next solution for your mixing operation.